
 当前位置:
当前位置: 铸铁平板使用材料选择和平面度的质量检测
 发布时间:2018-09-17
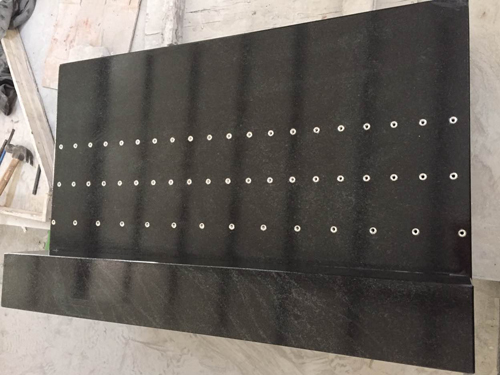
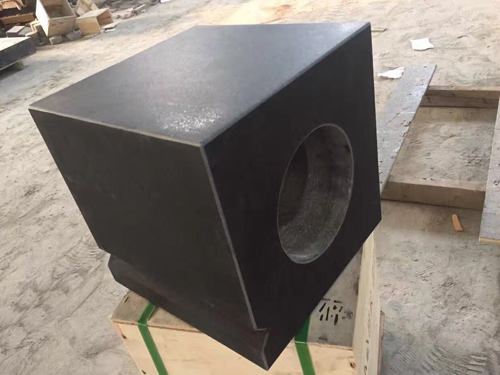
发布时间:2018-09-17铸铁平板按GB/4986-85标准制造,产品制成筋板式和箱体式,工作面有长方形,材料HT200,工作面采用刮研工艺,工作面上可加工V型、T型、U型槽和圆孔、长孔等。铸铁平板是用于工件检测或划线的平面基准器具。平板安装应调至水平、负荷均分布于各支点上,环境温度使用时应避免振动。
铸铁平板辅助支承的个数,应视铸铁平板尺寸大小、使用情况需要而定。但铸铁平板检定及使用时的辅助支撑位置应与设计时的图纸相同,这就了铸铁平板支承的合理布局。使用过程中,要注意避免工件和铸铁平板的工作面有过激的碰撞,防止损坏铸铁平板的工作面;工件的重量不可以超过铆焊平台的额定载荷,否则会造成工作质量降低,还有可能损坏铸铁平板的结构,甚至会造成铸铁平板变形,使之损坏,无法使用。铸铁平板精度等级有0,1,2,3,级及精刨,铸铁平板制成筋板式和箱体式工作面有长方形,正方形或圆形。工作面采用刮削工艺,工作面上可加工V形,T形,U形槽和圆孔,长孔等。
铸铁平板的选料配比要严格按照材质牌号配料,以加工后铸铁平板平整度的需求;烧铸时要实时检测铁水的温度,并通气孔的,防止铸件的气孔砂眼出现。安装铸铁平板从锻造毛坯到成品使用要经由多次的吊装和运输,安装平板的周围都设计了吊装口,吊装安装平板时要按工序要求操纵,才可以调运。这样才可以安装平板不变形,使用时安装平板不会泛起题目。安装平板在吊装过程中要考虑有可能泛起的一些意想不到的情况会发生,提前作好预备,安装平板的成品重量有的可以达到50吨,所以吊装是安装铸铁平板可以放心使用的一个不可忽视的环节。
1、各种金属材料
熔制有色合金时,还要用到各种金属材料,如铝、镁、铜、锌、铅、锡、锑、镍、锰等。这种新金属料包括一次工业属和一次合金。一次合金大都由冶金厂供应,有时也可以是铸造厂熔制的预制合金锭,可用它直接重熔而制得工作合金。
新金属料的纯净程度要比生铁和废钢要求高得多,困此材料入库后应保存在通风良好、洁净和无腐蚀介质的环境中。材料应按牌号、炉号分类堆放在有能力的材料(如木板)上,不得与吸水物质和其他金属接触。
2、铁合金
常用的各类合金按其合金含量分类保管,不得混杂。
对所有金属炉料都提出块度要求。如生铁、废钢和回炉料块度过大,不仅降低熔化速度,而且炉料容易搭棚,使熔化过程不能正常进行,从而降低铁水质量。而铁合金如果块度太大则不易熔化,造成铁水化学成分不稳定,块度太小,则容易氧化。生产球墨铸铁用的球化剂,目前国内普遍采用稀土镁合金,这种合金已有商品供应,但铸造厂往往根据铸件材质需要及原材料情况自己熔制中间合金。自制时,为成分的均匀,每熔制一批,经集中破碎混合后,取样五个(每个一小包)进行成分分析,然后取平均值。稀土镁合金的块度对球化质量有重要的影响,尤其是用冲入法球化处理时。粒度太小,沸腾强烈,合金的吸收率降低,造成球化不良;粒度太大熔化及沸腾滞后太多,合金容易漂起,也降低吸收率。
3、废钢
一般应使用普通碳素钢和低合金结构钢,钢未经技术主管部门同意不得用作废钢。表面有严重锈蚀(厚度超过1mm)时,需用清理滚筒或其他方法除锈后才可使用。废钢进厂后应进行仔细检查,将混入的铸铁平板,高合金钢和有色合金排拣干净,对成分不明的废钢应取样分析或火花鉴别,然后按成分分别堆放。
球墨铸铁用生铁按GB1412-78选用,铸造用生铁按GB718-82选用。标准按化学成分将生铁分为若干组、类、级,但不考虑含碳量。用户根据含硅量选择生铁牌号,根据含锰量选择组,根据含磷量选择级,根据含硫量选择类。具体选择哪一种,要根据不同铸件的要求。硅和锰不是无素,可根据需要选择。
5、回炉料
回炉料主要是浇冒口和废铸件。回炉料不得有严重的锈蚀、油污及泥砂杂质,不同牌号的回炉料应分类堆放,不得混杂。否则,不仅合金液的成分不易控制,而且一种合金的成分对另一种合金来说可能是杂质,如果相互混杂可能降低合金的力学性能或出现缺陷。例如铸铁中如果混入铝镁等合金可能使铸件产生针孔,混入碲、铋等激列反石墨化的无素,将使铸铁和球墨铸铁形成白口组织。铁对铝合金来说是杂质。
平面度的质量检测:
1、工作表面不应有锈迹、划痕、碰伤及其他影响使用的外观缺陷。
2、工作表面不应有砂孔、气孔、裂纹、夹渣及缩松等铸造缺陷。各种铸造表面应型砂、且表面平整,涂漆牢固。各棱边应修钝。在精度等级低于“00”级的平板工作面上,对于直径小于15mm的砂孔允许用相同的材料堵塞,其硬度应低于周围材料的硬度。在工作面上堵塞的部位应不多于四处,其相互之间的距离应不小于80mm。
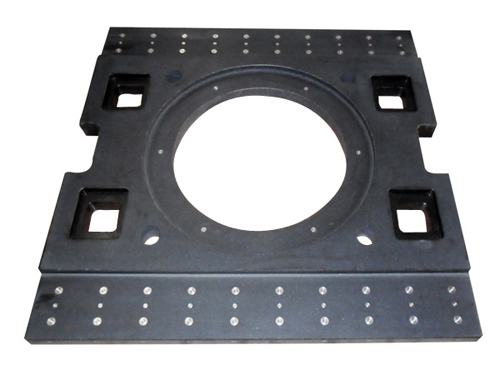
3、相对两个侧面上,应设置有安装手柄、吊环等吊装设施的螺纹孔或圆柱孔。设计吊装位置时应考虑尽量减少因吊装而引起的变动。
4、根据用户要求,在板工作面上设置螺纹孔或沟槽后,这些部位不应出现高于工作面的凸起现象。
5、应采用细颗料的灰口铸铁或合金铸铁制造。
6、工作面的硬度应为HB170-220。
7、工作面应采用刮削工艺,对于“3”级平板工作面也可以采用刨削工艺,刨削工作表面的表面粗糙度按轮廓算术平均偏差Ra值应不大于5um
8、应经过稳定性处理和去磁。
热门产品
Product














备案号:津ICP备18001986号-1
Copyright © 2018 - 2019 精泊量仪(天津)技术开发有限公司
All Right Reserved.